Žiarovo zinkované špirálové klince sa dobre predávajú
Predchádzajúci proces kefovania prijal bežný proces ťahania za studena.Po vytiahnutí hodvábnych klincov bolo potrebné preleštiť drevené triesky.V dôsledku použitia drevnej štiepky padal do vzduchu, čo malo za následok silné znečistenie ovzdušia časticami.Farba farby by mala na vzduchu počkať viac ako pol hodiny, aby zaschla.Hoci izoluje a na adsorpciu používa aktívne uhlie, stále spôsobí určitý dráždivý zápach, ktorý neprospieva zdraviu personálu.

Účelom vynálezu je prekonať nedostatok existujúcej technológie, poskytnúť výrobný proces s jednoduchým remeselným spracovaním, vysokou efektivitou výroby, dobrou kvalitou produktu a malým znečistením životného prostredia.Aby sa vyriešili vyššie uvedené technické problémy, spôsob výroby valcovacieho klinca opísaný v tomto vynáleze zahŕňa kroky
(A) Pripravte si kovové materiály potrebné na klince.
(B) Odstráňte oxidačnú pokožku, aby ste vyčistili povrch kovového materiálu a použite mazivo na ochladenie čistiacej oceleSEM;môže znížiť umelé straty a znížiť znečistenie životného prostredia.Vhodné pre priemyselnú výrobu.
Uhol: 15 stupňov plochý alebo 16 stupňov kužeľový, 11 stupňov, 0 stupňov.
Priemer: 0,083" 0,092" 0,099" 0,113" 0,120" 0,131" 0,148".
Dĺžka: 25-130 mm.
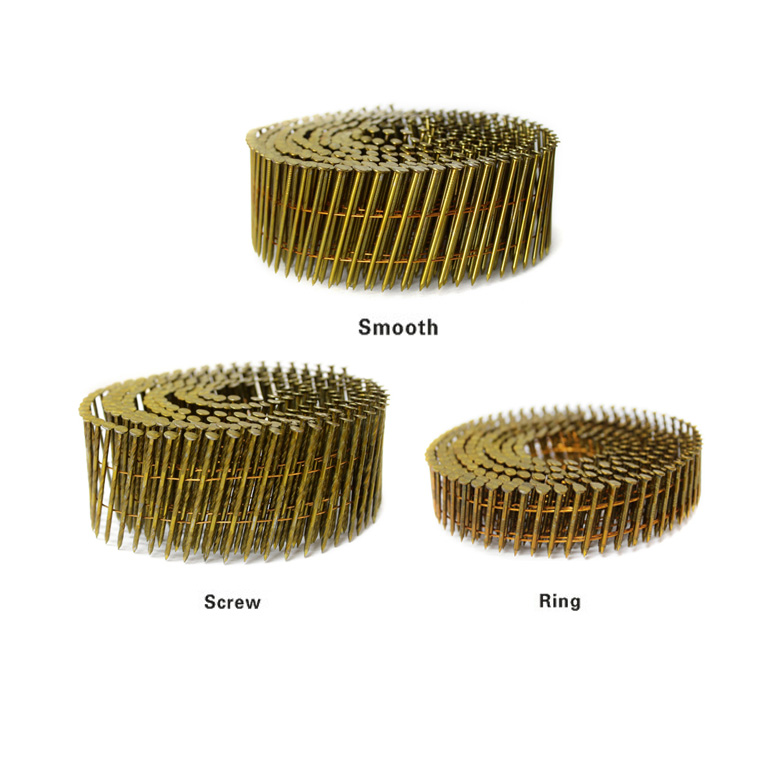
Stopky: hladké, prstencové, skrutkové.
Hrot: diamant, dláto, tupý.
Povrchová úprava: svetlá, E.Galv.M.Galv.HD Galv.Nerezová oceľ 304 316.